
稀土金属钇靶材焊接性能研究
江西国材科技有限公司以 La 系稀土金属中的钇为研究对象,采用钎焊和扩散焊接两种绑定方式.开展稀土金属钇靶材的焊接技术研究。
为制备大尺寸高性能稀土靶材提供依据。

1.检测方法:
纯度为99.99%的稀土靶铜背板和6061AI 背板为原材料
MUCT-1000S 型超声无损检测设备进行焊合率检测
使用SM-IT500HR型扫描电镜观察稀土靶材与背板间的界面扩散情况
2.结果与讨论
将焊接试样的稀土靶和背板加工成φ100mm×8mm的尺寸。试验中,采用最常用的高纯铟作为焊料,进行稀土靶材与铜底板的结合试验。
采用高纯稀土钇和背板进行了扩散焊接实验。
2.1稀土金属钇与铜背板焊接性能研究
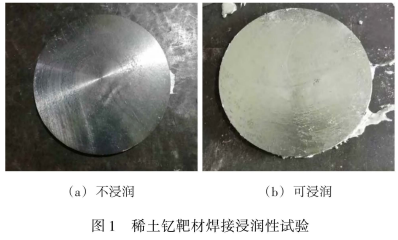
2.1.1稀土钇靶材的浸润性能
图1采用中φ100mm×8mm的稀土靶材测试焊料与靶材的浸润性,如图 1a 所示
高纯度In焊料与靶材的润湿性差,不能润湿靶材。为了提高稀土靶材的结合质量,对靶材进行了金属化和镀镍处理,以改善靶材的润湿性。
金属化后,解决了In焊料与靶材之间的不润湿问题。如图1b所示。
2.1.2 焊接温度对钇靶材钎焊性能的影响
对稀土钇靶(φ100 mmx 8mm)焊接面进行金属化镀镍,以提高稀土的焊接性能,并在不同焊接温度下对钇靶与铜底板进行结合试验。试验参数及结果见表1。焊接速度图如图2所示。
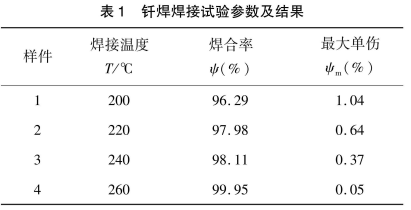
随着焊接温度的升高,稀土钇靶材与铜背板的钎焊率增大。260°C时,焊接温度可达99.95%,最大单次损伤可达0.05%。随着温度的升高,In焊料的流动性增加,提高了靶材的焊接速度,但过高的焊接温度会引起高纯In材料的氧化,增加高纯In的量,增加设备能耗。钎焊靶材的焊接率一般要求达到焊接率≥95%,最大单次损伤≤2%。综合考虑焊接质量和成本,钇靶的最佳焊接温度范围为220~240°C。
2.1.3 稀土钇与铜背板焊接强度及焊接界面分析
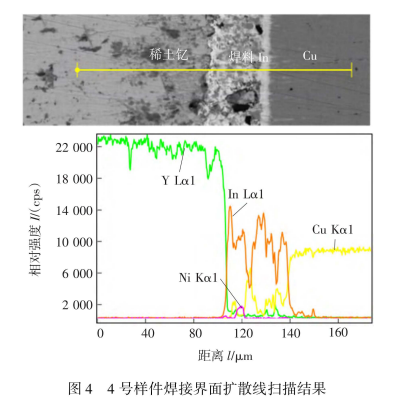
采用4号稀土钇靶材,制备了焊接强度试样。样的大小如图3所示。测试了稀土靶材的焊接强度。焊接靶材的焊接强度(≥5兆帕)要求。
稀土钇材料具有较高的活性,有必要对焊接界面材料的反应进行分析。焊接试样沿直径方向取样,进行焊接界面分析,如图4所示。EDS能谱分析表明,稀土钇与In焊料之间没有明显的反应污染,这是由于稀土与In焊料之间的金属化Ni层起到了隔离稀土与In焊料的阻挡层的作用。

2.2 稀土钇与背板扩散焊接性能的研究
2.21 稀土钇与背板扩散焊接设计
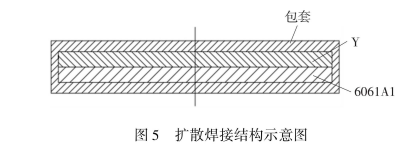
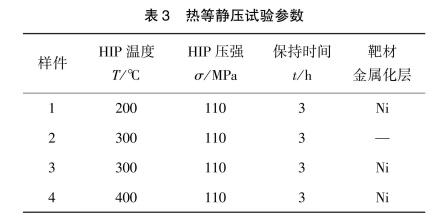
稀土靶材的焊接表面进行金属化设计,将稀土钇靶材与背板匹配到封装中,对封装进行电子束真空封焊处理,真空封焊后的样品进行热等静压(HIP)试验。
护套与靶材密封焊接后的截面结构图如图5所示。等静压试验的设计和参数见表3。
2.2.2 稀土与背板焊接强度及焊接界面分析
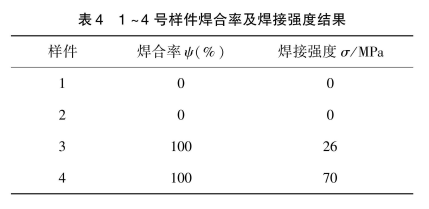
将扩散焊试样拆开包装,测试试样1~4的焊接率,制备焊接强度测试试样进行焊接强度测试。焊接率和煤接头强度数据见表4。
扩散焊接后,对试样进行加工,去除护套,将1号和2号高纯稀土靶直接与背板分离,靶与背板不焊接在一起。
焊接强度测试样品为3号和4号样品进行处理,样品尺寸如图3所示。并进行焊接强度试验,焊接强度分别为26M Pa和70M Pa。
3号没有实现高强度焊接,但焊接强度明显高于钎焊。1号试样焊接温度较低,未发生扩散连接。当温度升高到300°C时,2号试样与背板之间没有扩散连接,而3号试样与背板之间发生了扩散焊接。焊接率为100%,焊接强度为26M Pa。在样品稀土和背板之间添加一层镍膜,提高了界面活性,但焊接温度较低。
4号试样中的稀土材料与背板进行了扩散焊接,焊接率为100%,同时获得了较高的焊接强度。
3号和4号扩散焊试样沿直径方向取样作为焊接界面分析试样,3号和4号焊接界面的线扫描成分分析结果如图所示。6和图7用能谱仪。
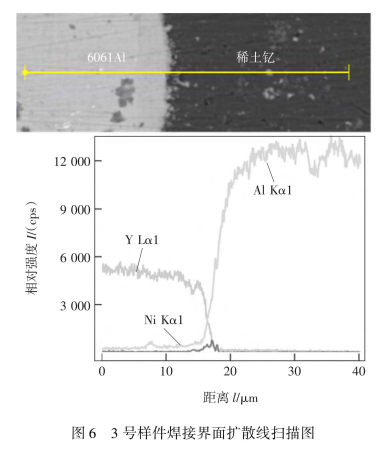
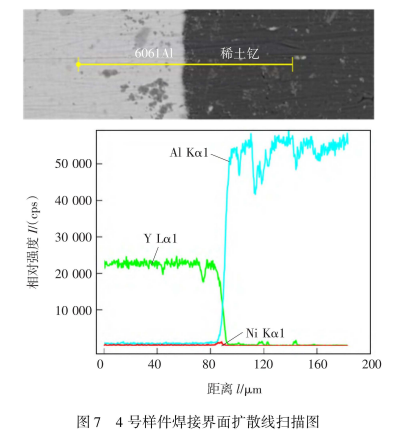
3号和4号扩散焊试样沿直径方向取样作为焊接界面分析试样,3号和4号焊接界面的线扫描成分分析结果如图所示。6和图7用能谱仪。经热等静压后,焊接界面结合紧密。300C扩散焊3号试样的界面发生扩散,扩散区深度约为3m,扩散深度越小,焊接强度越低。400℃扩散焊4号试样的界面发生了扩散,扩散区深度约为8 um。各组分在焊接界面区形成了渐变的互扩散层,分布曲线上没有平台出现,说明焊接界面区互扩散形成的固溶体不形成金属间化合物,焊接强度高达70MPa。如果温度继续升高,扩散区深度继续增大,扩散区内可能发生固相反应和扩散,形成成分稳定的金属间化合物,导致焊接强度下降。具体的温度临界点需要进一步详细的试验分析。
3. 结论
(1) 稀土金属钇靶钎料性能较差,需要进行金属化处理以提高焊接性能。
(2) 稀土金属钇靶的钎焊速度随焊接温度的升高而增大。钇靶的最佳钎焊温度为220~240℃,焊接质量满足常规钎焊的要求。
(3) 在热等静压温度为400°C、压力为110M Pa时,稀土金属钇靶的扩散焊接强度显著高于钎焊焊接强度。保温3小时后,靶材的焊接强度达到70M Pa,扩散焊可获得高焊接强度的靶材。
